Картинка:
|
Корпус
Корпус и крышка арматуры, в качестве элементов,
находящихся под давлением, определяют область
применения арматуры. В соответствии с требованиями
арматура на более высокое давление и температуру
обязует использование специальных материалов и
особой технологии производства. В области высокого
давления ступени давления, диаметры и количество
тесно взаимосвязаны с методами изготовления, которые
основаны на условиях и подсчетах. Следовательно,
формы исполнения зависят от определенных условий.
Кованые корпуса производства PERSTA, в частности
для энергетического сектора, получают из ковочного
штампа или методом свободной ковки с последующей
механической обработкой. Благодаря налаженному
процессу прокату и обработке под давлением,
фасонные детали приобретают плотную однородную
мелкозернистую структуру без пор и усадочных раковин
с отличным расположением волокон по назначению.
Современные методы производства способствуют
интенсивному использованию кованой стали в области
высокого давления. Развитие штамповки ограничивается
значительной затратой усилии при формообразовании
арматуры больших размеров, а также вытекающими
расходами. Поэтому для производства арматуры больших
размеров используются поковки, полученные методом
свободной ковки, подлежащие механической обработке.
При производстве арматуры высокого давления
сохранились следующие методы:
1. Из полой поковки производят преимущественно
корпуса DSK 10 DN 50-350 и DSK 26 DN 65-300/250. На
задвижки типа DSK 10 фланцы или приварные патрубки
приваривают методом сварки кольцевого шва.
2. Задвижки и обратные клапаны серии DSK 21 и DRI 21
DN 50-300 собирают из двух кованых в штампе частей
с использованием электроннолучевой сварки.
3. Корпуса задвижек и обратных клапанов серии
DSK 16-63 DN 50-600 куют из массивных поковок,
выполненных методом свободной ковки с последующим
использованием механической обработки.
Арматура подвергается следующим нагрузкам:
под воздействием электропривода
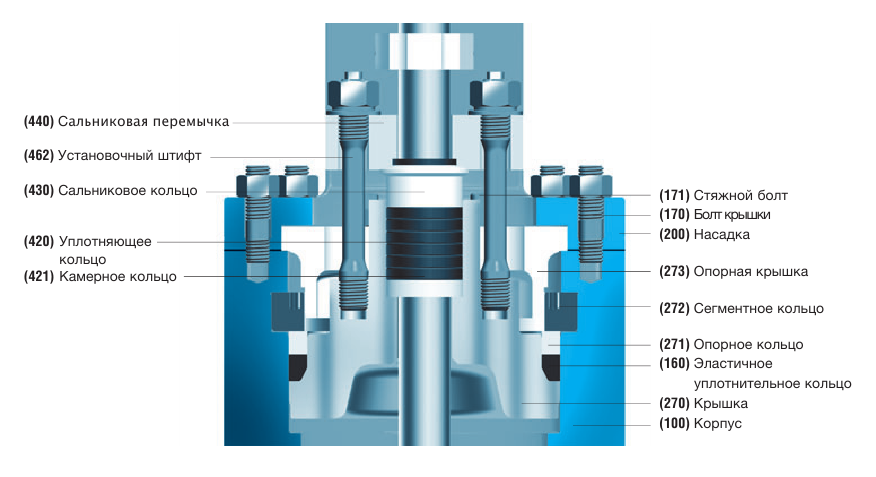
Принцып работы
Нарастающее осевое усилие с увеличивающимся
внутренним давлением воздействует на эластичное
кольцо 160. Под воздействием данного усилия
эластичное уплотнительное кольцо сжимается и
деформируется в поперечном направлении и по оси.
В поперечном направлении оно надавливает на стенки
корпуса и крышку 270, таким образом, достигая
необходимое удельное давление и уплотняющая сила.
Находящееся над уплотнительным кольцом опорное
кольцо 271 воспринимающее осевое усилие, передает
его на сегментное кольцо 272. Сегментное кольцо
находится во встроенном в корпусе канале, и
таким образом передает усилие на корпус путем
кинематического замыкания. Сегментное кольцо
состоит из нескольких частей и благодаря опорной
крышке 273 держится в канале корпуса. Крышка 270
зажато стяжными болтами 171, таким образом, при
незначительном внутреннем давлении сохраняется
деформация уплотнительного кольца и принцип
уплотнительного действия.
В отличие от арматуры с фланцевым соединением
крышки, у которой внутренне е давление предается
через крепежные элементы крышки, пропорциональная
внутреннему давлению сила воздействует на
уплотнительное кольцо и тем самым увеличивает
эффективность герметизации самоуплотняющейся
крышки
|
Плавные переходы толщины стенки корпусов
ограничивают температурные расширения. В задвижках
герметичность достигается со стороны подачи давления.
Необходимая уплотняющая сила достигается посредством
среды в результате перепада давления. Планки и пазы
обеспечивают примерно на 10% ход затвора при
открывании. Возникающее при передвижении давление
значительно меньше, так как в таком положении
происходит полное выравнивание давления. Сварные швы
подвергаются соответствующим образом рентгеноскопии
и ультразвуковой дефектоскопии. Арматура производства
PERSTA изготавливается с необходимыми приварными
концами с учетом необходимых размеров и материала
трубопровода.
Сальниковое уплотнение штока
Сальниковая набивка уплотняет направляющую
шпинделя по направлении наружу. Нагрузки на
уплотнение возникают в процессе перемещения штока,
при росте давления или трения в области уплотнения
в процессе перепадов температуры и воздействия
рабочей среды. Конструктивное исполнение перемычки
и кольца сальника позволяют при легком неравномерном
затягивании болтов равномерную запрессовку
уплотнительных колец, тем самым предотвращает
fзаедание штока.
Принцып работы:
Давление, воздействующее на сальниковую перемычку,
возникающее от установочных штифтов, передается на
уплотнительные кольца посредством сальникового и
камерного колец. В результате этого происходит сжатие
уплотнительного кольца в продольном направлении и
увеличение его площади в поперечном, что обеспечивает
его плотное прилегание к стенкам уплотнительной камеры
и рабочей поверхности шпинделя, гарантируя тем самым
герметичность уплотнения.
 Внимание:
При необходимости следует привести в работу устройства
для защиты от преизбыточного давления. Смотрите раздел
Устройства для переизбыточного давления
|